


有效黏度教程
視頻簡介
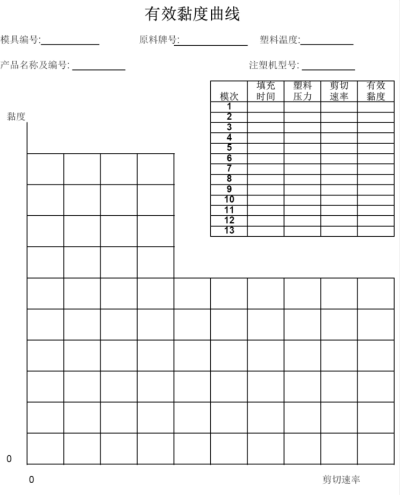
表7-3 有效黏度曲線試驗表
如表(表7-3)所示,具體方法如下:
1、采用一段速度,關掉保壓壓力和時間,用位置切換;
2、調整速度和保壓切換位置,在最快速度下注射,填充型腔大約90%滿;
3、調整注射壓力設定值,確保沒有壓力限制;
4、確定好其他參數后,保持切換位置和壓力不變,只改變注射速度;
5、從最快速度到最慢速度,每次降低10%,在低速時,根據具體情況,適當增加測試點;
6、讀取并記錄每種速度下,在保壓切換點的實際注射壓力;
7、讀取并記錄每種速度下,注塑機的實際填充時間,并精確到0.01秒;
8、分別把填充時間和保壓切換點的實際注射壓力填入試驗表中右上角的填充時間和塑料壓力欄;
9、剪切速率是填充時間的倒數,計算剪切速率并填入相應欄;
10、有效黏度是填充時間和塑料壓力的乘積,計算有效黏度并填入相應欄;
11、以有效黏度為縱坐標,以剪切速率橫坐標,描出對應點;
12、依次圓滑連接各點就是有效黏度曲線。