


注塑模具智能化之型腔壓力傳感器-模板匹配案例
作者. 日期.2021-06-24 來源. 瀏覽.6551
摘 要:注塑模具智能化之型腔壓力傳感器-模板匹配案例
以下文章由張甲琛老師發表在《中國模具信息》2021年第五期。模板匹配案例
用沙迪克100T 的液壓機試模, 建立標準2.5階段的科學工藝, 保存型腔壓力曲線模板, 然后在住友180T 電動機上匹配工藝模板。本案例是用來驗證及培訓,利用”型腔壓力技術” 進行不同機臺之間工藝模板的匹配, 實現轉模后快速進入正常生產。
減少轉模過程的優點:
(1)減少重新調機試模浪費的時間;
(2)減少等待品質檢測浪費的時間;
(3) 確保不同批次生產的產品品質完全一致。
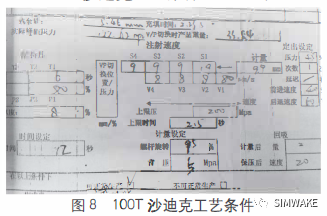
100T 沙迪克工藝條件如圖8所示。
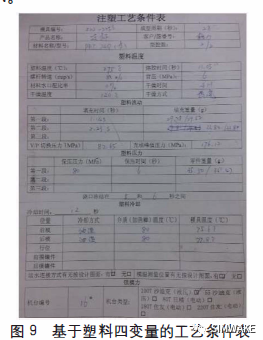
基于塑料四變量的工藝條件表如圖9所示。
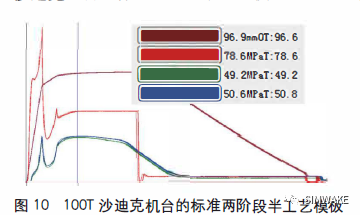
100T 沙迪克機臺的標準兩階段半工藝模板 如圖10所示。
180T 住友電動機模板匹配過程如下。
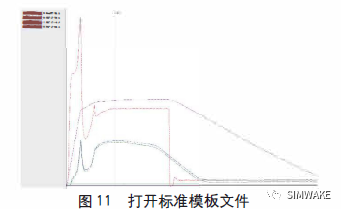
(1)打開標準模板文件, 如圖11所示。
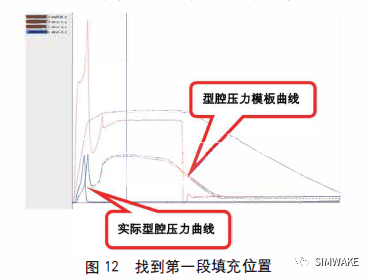
(2)找到第一段充填位置(根據重量或樣板), 如圖12所示。
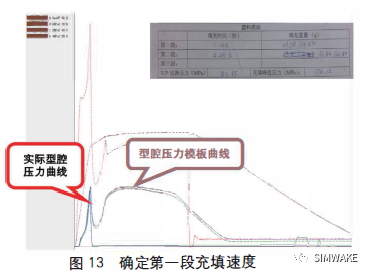
3)確定第一段充填速度(根據第一段的填充時間), 如圖13所示。
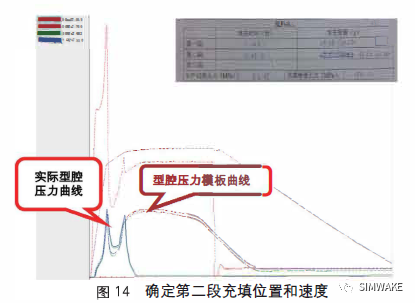
(4)確定第二段充填位置和速度(根據第二段的填充重量和時間),如圖 14 所示。
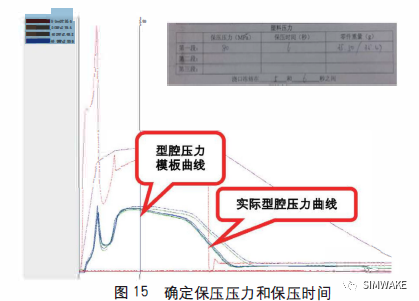
(5)確定保壓壓力和保壓時間(根據型腔壓力峰值或零件重
量), 如圖15 所示。
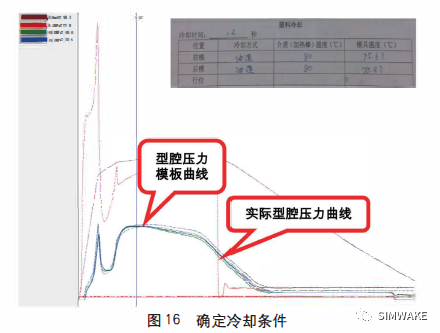
(6)確定冷卻條件(根據型腔壓力曲線或模具溫度), 如圖16 所示。
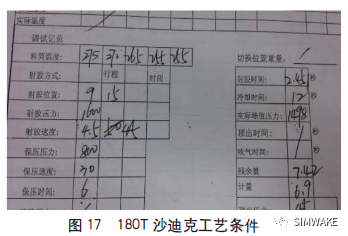
180T 沙迪克工藝條件如圖17 所示。
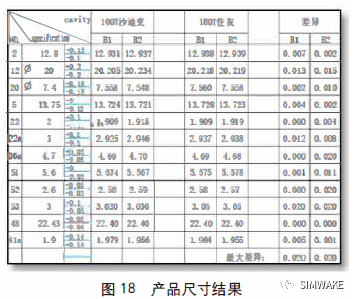
產品尺寸結果如圖18 所示。
三、小結
(1) 本次僅用了型腔壓力曲線進行模板匹配, 驗證了只要采用基于塑料四變
量的工藝條件表, 基本可實現成形工藝的重復。
(2)采用統一的科學試模方法,使得模板匹配可快速有效地進行。
(3) 由于采用的冷卻介質不同, 100T沙迪克上用80 °C 油溫, 而180T 用110°C水溫時型腔壓力曲線才能匹配, 證明兩種冷卻介質存在較大差異。
(4)從產品尺寸測量結果上看, 只要型腔壓力曲線重合, 則尺寸結果差異較小。
免責聲明:
免責聲明
免責聲明