


注塑模具智能化之型腔壓力傳感器-型腔壓力傳感器的應用
作者. 日期.2021-06-24 來源. 瀏覽.8388
文章由張甲琛老師發表在《中國模具信息》2021年第五期。
近年來,隨著電子技術的發展,傳統的注塑行業逐步轉型,向若科學注塑、 數字化成形的方向發展。
作為注塑最重要的工裝設備,注塑模具也面臨升級改造。其中,型腔壓力傳感器是注塑模具行業近年來出現的新興技術應用領域之一。隨著經濟的發展和人們生活水平的提高,消費者對產品品質的要求越來越高。對于應用廣泛的塑料制品,傳統的品質控制技術已經越來越滿足不 了客戶的需求,很多精密產品(如電子產品的接插件、 電腦零部件、 手機等)的生產商要求供應商提供的塑料制品100%合格。如果有不合格的塑料件流入下游,會對下游生產商造成更大的損失。型腔壓力技術正是在這種背景下應運而生,并得到深入的應用。
一、 型腔壓力傳感器的應用
注塑模具上配置型腔壓力傳感器之后,可以實現以前無法實 現的功能,具體表現在以下方面。
(1)模具變得 “透明” 了。沒有傳感器的模具,在成形過程中無法知道塑料在型腔中的流動狀態。當在模具上安裝型腔壓力傳感器之后,通過C-DATA注塑工藝監控系統(如圖1所示)就可以實時采集傳感器的數據,處理后以動態曲線的形式顯示出來。我們透過曲線,實時了解塑料在型腔內的流動狀態。運用這項技術進行工藝分析,有效提高對模具、 工藝及注塑機問題判斷的全面性和準確性,有效減少試模次數,提高試模效率。

圖一 C-DATA注塑工藝監控系統
(2)進行工藝模板匹配,實現不同時間、不同地點、不同機臺之間快速工藝再現。如圖2所示,每個傳感器對應曲線的形狀都反應著工藝過程塑料流動工藝的變量(如流動速率、壓力分布、冷卻速率、粘度變化等)。換句話說,特定形狀的曲線能反應最終塑料產品的特定品質。反過來說,每套模具生產出來的合格產品對應一組特定形狀的曲線。我們把這個曲線作為模板,配合科學的工藝方法,在以后的生產過程中,通過工藝控制手段讓生產過程的曲線與模板曲線重合,就可以獲得一樣品質的產品。這樣一來,模具不管在哪里,我們都可以快速匹配出模板曲線,生產出品質一致的產品。
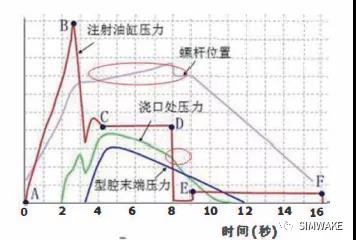
圖2 傳感器曲線的形狀反應對應工藝過程塑料流動工藝變量
(3) 進行塑料制品品質監控,保證實現100%的合格品。如第二點所述,特定形狀的曲線反應最終塑料產品的特定品質。那么,就可以通過對比當前生產中的曲線與模板曲線實現產品分揀。即指定的關鍵變量超出范圍,C-DATA注塑工藝監控系統發出信號給分揀設備(如機械手等),實現無人化品質分揀,該功能已經在發達地區廣泛應用。
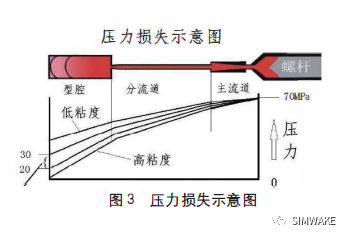
(4) 用型腔壓力技術進行工藝控制,提高控制精度, 降低不良率。如圖3所示,用型腔壓力技術的普通兩階段成形工藝,就是把填充用速度控制,補縮和保壓連在一起,用壓力控制完成。壓力控制點在注塑機的注射單元,在成形生產過程中,有效粘度的波動會造成型腔壓力的波動,也就是產品品質波動,如重量、尺寸、外觀等因素。
采用兩階段成形工藝時,如果塑料有效粘度有波動(如圖4所示,填充階段的壓力峰值波動),型腔末端的壓力就會有較大波動,導致塑料制品品質波動。
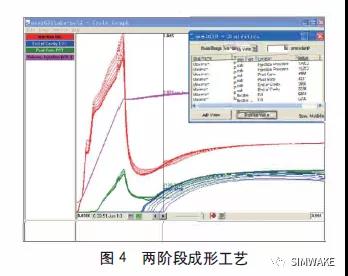
從圖4的統計數據來看,塑料有效粘度的波動幅度為:
(5854 — 5036)/5036=16%
型腔末端壓力的波動幅度:
(3956 - 3239)/3239=22%
兩種工藝的對比:22/16=138%
如圖5所示,三階段成形工藝就是快速填充。當填到型腔的90%時,用螺桿位置切換,轉換到速度控制的慢速補縮,也就是注塑機上的第二段速度控制;當型腔壓力達到設定值時,用型腔壓力切換方式進行保壓切換,結束補縮,切換到保壓。

這時保壓壓力的設定非常重要。保壓壓力的大小要剛好保持型腔里的塑料既不能回流到注塑機,也不能有塑料繼續流入到型腔。這樣就可以保證每次成形過程中,型腔壓力的峰值受型腔壓力設備的控制而保持一致,因此塑料制品
的品質也就非常穩定。
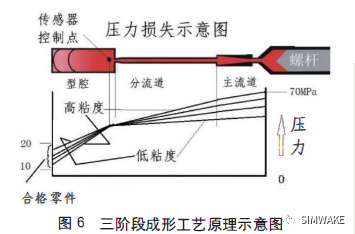
如圖6所示,三階段成形工藝的型腔壓力控制點通常選擇到澆口處。由于從感應到壓力,再反饋信號給注塑機進行保壓切換,時間會延遲幾毫秒。所以,控制點的實際型腔壓力通常會高于設定壓力,這在工藝設定時要多加注意。
如圖7所示,采用三階段成形工藝時,如果塑料有效粘度有波動(圖中填充階段壓力峰值波動),型腔末端的壓力就會有較小波動,導致塑料制品的品質發生波動。
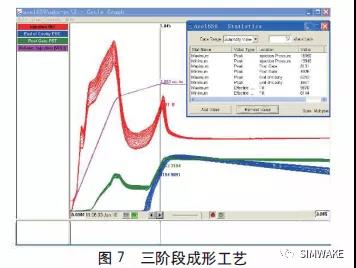
從圖7所示的統計數據來看,塑料有效粘度的波動幅度:
(9970 - 8114) /8114=23%
型腔末端的壓力的波動幅度:
(5313 — 4941) /4941=7.5%
兩種工藝的對比:7.5/23=33%
針對這套模具來說,三階段成形工藝與前面的兩階段成形工藝相比, 工藝能力提高了138/33=4.2 倍。
- 上一篇:沒有了
- 下一篇:注塑模具智能化之型腔壓力傳感器-模板匹配案例
免責聲明