


解讀科學注塑工藝曲線(基礎篇)
作者. 日期.2019-10-24 來源. 瀏覽.10569
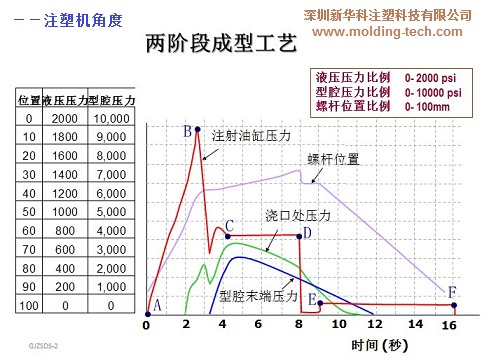
一.從注塑機角度分析:要分析注塑機動作,那我們就要看注塑機相關的曲線——注射壓力曲線和螺桿位置曲線:
1. A到B點對應時間內:隨著螺桿快速向前移動,注射油缸壓力迅速升高。在這個過程中,注塑機在做填充動作。其中B點為注射壓力峰值,B點對應螺桿 位置為注塑機上設定的保壓切換位置。
2. C到D點對應時間內:油缸壓力持續不變,注塑機在做保壓動作。C或D點的壓力值,就是注塑機上設定的保壓壓力。
3. E到F點對應時間內:螺桿受前端塑料擠壓,勻速退回,油缸壓力很小并保持不變,注塑機做溶膠動作。E或F點的壓力值,就是注塑機上設定的背壓壓 力。
4. B到C點對應時間:注射壓力從高壓突然降低,注塑機做保壓切換動作。
5. D到E點對應時間內:注塑機油壓系統快速泄壓,螺桿前端塑料壓力擠壓螺桿反彈。D到E的時間為設定的溶膠延時時間。
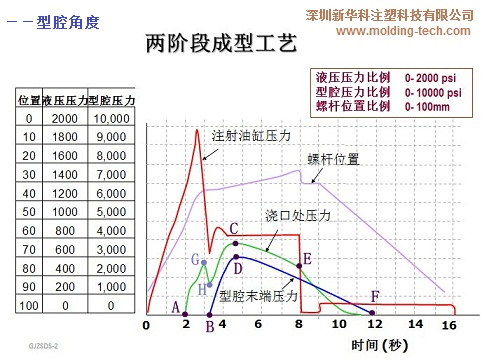
二.從型腔的角度分析:要分析型腔內部,那我們就主要看型腔壓力曲線。
1. 0到A點:0點注塑機開始填充,A點塑料才流進型腔,所以0到A點,塑料在填充流道。
2. A到B點:A點是塑料剛穿過澆口的時候,B點是塑料剛走滿型腔的時候。那么A到B點就是填充型腔的過程。
3. B到D點:塑料走滿型腔后,繼續有塑料被擠進型腔,使型腔內部壓力持續上升。C點為澆口處壓力峰值,D點為型腔末端壓力峰值,B到D就是補縮型腔的過程,B到D點型腔壓力曲線的斜率就是補縮速率。
4. C到E點:E點為注塑機保壓結束點。C到E點就是型腔的保壓階段,C到E的時間是為了等待澆口凍結。
5. D到F點:隨著塑料逐漸冷卻,型腔壓力慢慢降低,D點到F點型腔壓力曲線的斜率就是冷卻速率。
6. G點:切換點。切換保壓后炮筒內塑料壓力迅速降低,壓力傳遞后,型腔壓力也會迅速降低。造成澆口處壓力曲線產生波峰(G點)。
7. H點:型腔填滿點。在G點切換后,進入慢速補縮,型腔壓力下降,等塑料填滿型腔后,型腔壓力又開始繼續上升。從而澆口出壓力曲線上出現H點,即型腔填滿點。
- 上一篇:沒有了
- 下一篇:沒有了
免責聲明